Les batteries lithium-ion offrent un large éventail d'applications. Leurs domaines d'application sont classés en batteries de stockage d'énergie, batteries d'alimentation et batteries pour l'électronique grand public.
- Les batteries pour le stockage d'énergie couvrent le stockage d'énergie de communication, le stockage d'énergie électrique, les systèmes d'énergie distribués, etc.
- Les batteries d'alimentation sont principalement utilisées dans le domaine de l'énergie, au service du marché des véhicules à énergie nouvelle, des chariots élévateurs électriques, etc.
- Les batteries pour l'électronique grand public couvrent le domaine de la consommation et de l'industrie, notamment les compteurs intelligents, la sécurité intelligente, le transport intelligent, l'Internet des objets, etc.
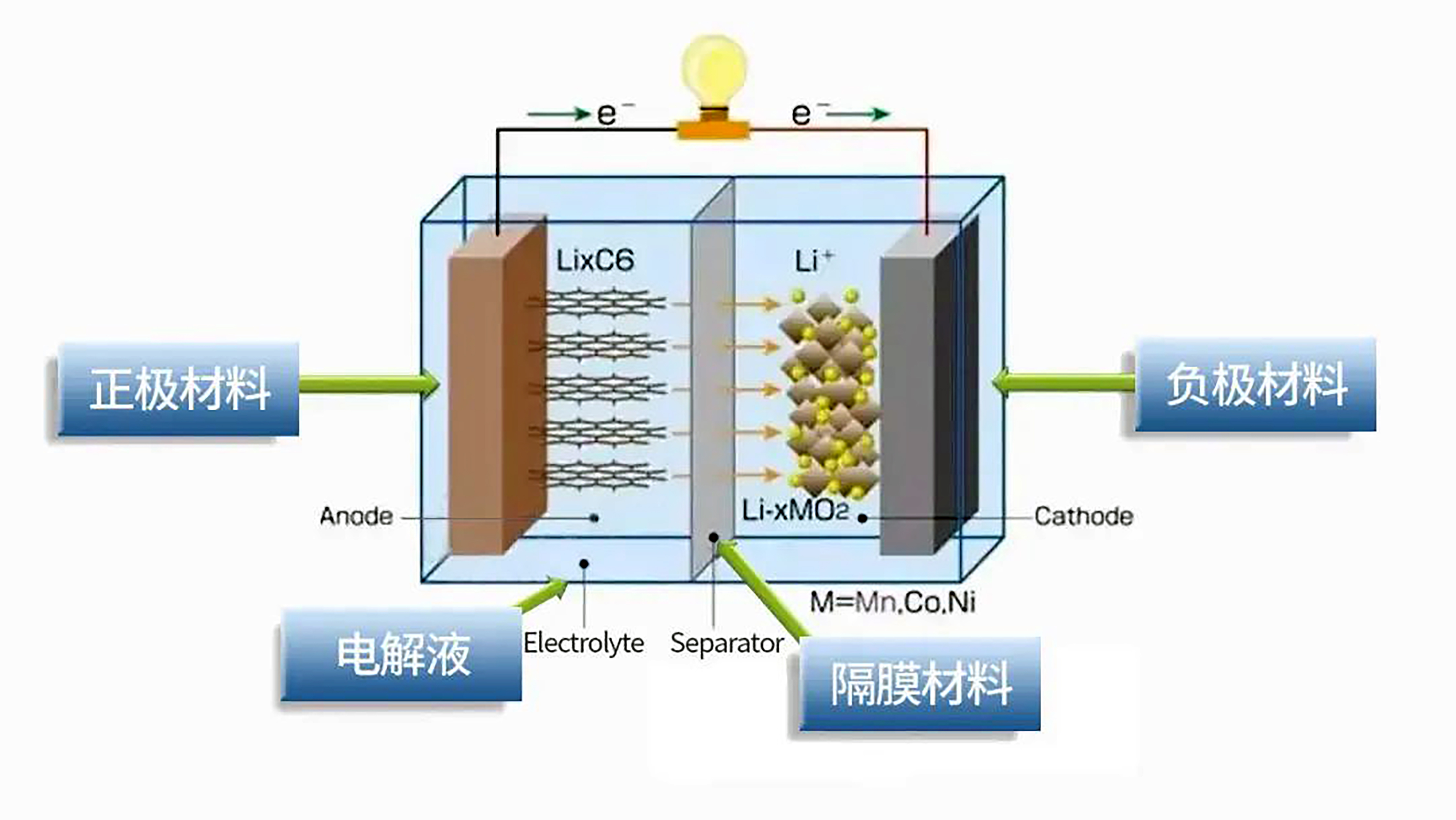
La batterie lithium-ion est un système complexe, principalement composé d'anode, de cathode, d'électrolyte, de séparateur, de collecteur de courant, de liant, d'agent conducteur, etc., impliquant des réactions telles que la réaction électrochimique de l'anode et de la cathode, la conduction des ions lithium et la conduction électronique, ainsi que la diffusion de chaleur.
Le processus de production des batteries au lithium est relativement long et plus de 50 processus sont impliqués dans le processus.
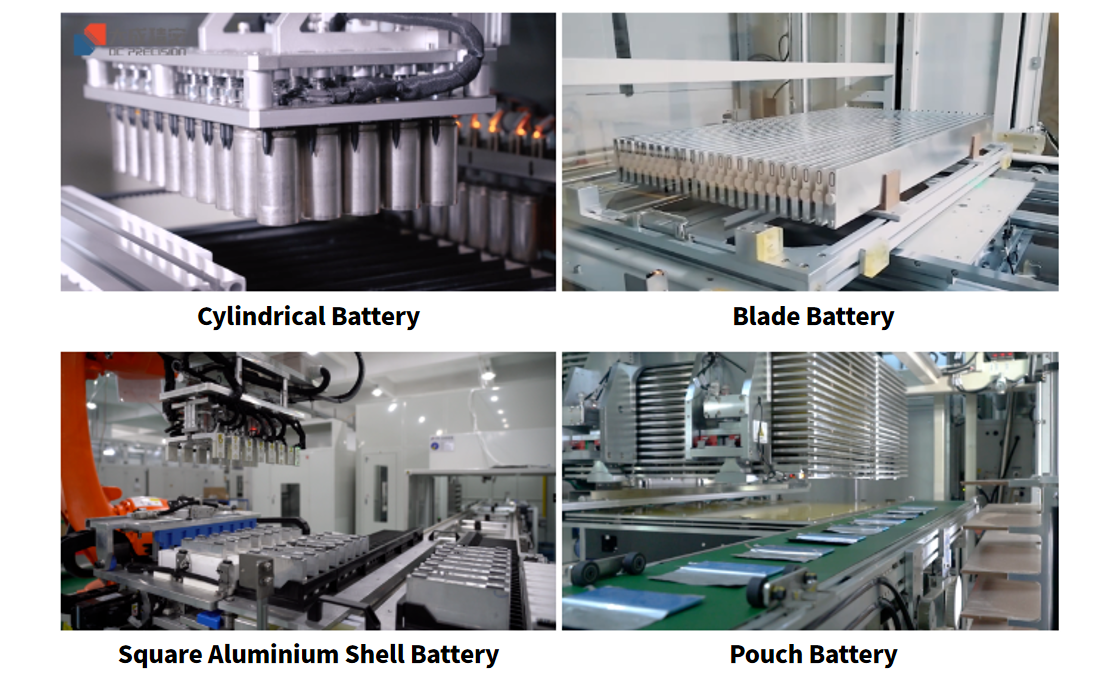
Les batteries au lithium se divisent en batteries cylindriques, batteries carrées à coque en aluminium, batteries à poche et batteries à lame selon leur forme. Leur procédé de production diffère légèrement, mais globalement, le processus de fabrication des batteries au lithium se divise en deux étapes : la fabrication des électrodes, la synthèse des cellules et la formation et le conditionnement.
Le processus initial de fabrication des batteries au lithium sera présenté dans cet article.
L'objectif du processus de production initial est de terminer la fabrication de l'électrode (anode et cathode). Ses principaux processus comprennent : la mise en suspension/mélange, le revêtement, le calandrage, le refendage et le découpage.
Mise en suspension/Mélange
Le mélange consiste à mélanger uniformément les matériaux solides de l'anode et de la cathode, puis à ajouter un solvant pour obtenir une pâte. Le mélange de la pâte constitue le point de départ de la ligne de production et le prélude aux opérations ultérieures de revêtement, de calandrage et autres.
La suspension pour batterie au lithium se divise en suspension pour électrode positive et suspension pour électrode négative. Il suffit d'introduire les substances actives, le carbone conducteur, l'épaississant, le liant, l'additif, le solvant, etc. dans le mélangeur, en respectant les proportions. Le mélange permet d'obtenir une dispersion uniforme de la suspension solide-liquide pour le revêtement.
Un mélange de haute qualité est la base d'une réalisation de haute qualité du processus ultérieur, qui affectera directement ou indirectement les performances de sécurité et les performances électrochimiques de la batterie.
Revêtement
Le revêtement consiste à appliquer le matériau actif positif et le matériau actif négatif sur des feuilles d'aluminium et de cuivre, puis à les combiner avec des agents conducteurs et un liant pour former une feuille d'électrode. Les solvants sont ensuite éliminés par séchage au four, ce qui permet à la substance solide de se lier au substrat et de former ainsi une bobine de feuille d'électrode positive et négative.
Revêtement de cathode et d'anode
Matériaux cathodiques : Il existe trois types de matériaux : structure laminée, structure spinelle et structure olivine, correspondant respectivement aux matériaux ternaires (et cobaltate de lithium), manganate de lithium (LiMn2O4) et phosphate de fer et de lithium (LiFePO4).
Matériaux d'anode : Actuellement, les matériaux d'anode utilisés dans les batteries lithium-ion commerciales comprennent principalement des matériaux carbonés et non carbonés. Parmi ces matériaux, on trouve l'anode en graphite, la plus utilisée actuellement, l'anode en carbone désordonné, le carbone dur, le carbone mou, etc. ; parmi les matériaux non carbonés, on trouve l'anode à base de silicium et le titanate de lithium (LTO).
En tant que maillon central du processus frontal, la qualité d'exécution du processus de revêtement affecte profondément la cohérence, la sécurité et le cycle de vie de la batterie finie.
calandrage
L'électrode enrobée est ensuite compactée par un rouleau, de sorte que la substance active et le collecteur soient en contact étroit, ce qui réduit la distance de déplacement des électrons, diminue l'épaisseur de l'électrode et augmente la capacité de charge. Parallèlement, cela permet de diminuer la résistance interne de la batterie, d'augmenter sa conductivité et d'optimiser son taux d'utilisation volumique, augmentant ainsi sa capacité.
La planéité de l'électrode après calandrage influence directement l'efficacité du refendage ultérieur. L'uniformité de la substance active de l'électrode influence également indirectement les performances de la cellule.
Refendage
Le refendage consiste à découper longitudinalement et en continu une large bobine d'électrode en tranches étroites de la largeur requise. Lors du refendage, l'électrode subit un cisaillement et se rompt. La planéité des bords après refendage (absence de bavures et de flexions) est essentielle pour évaluer les performances.
Le processus de fabrication de l'électrode comprend le soudage de la languette, l'application d'un papier adhésif protecteur, l'emballage de la languette et la découpe au laser pour le bobinage ultérieur. Le découpage à l'emporte-pièce consiste à estamper et à façonner l'électrode revêtue pour le traitement ultérieur.
En raison des exigences élevées en matière de performances de sécurité des batteries lithium-ion, la précision, la stabilité et l'automatisation des équipements sont très demandées dans le processus de fabrication des batteries au lithium.
En tant que leader dans les équipements de mesure d'électrodes au lithium, Dacheng Precision a lancé une série de produits pour la mesure d'électrodes dans le processus initial de fabrication de batteries au lithium, tels que la jauge de densité surfacique à rayons X/β, la jauge d'épaisseur et de densité surfacique CDM, la jauge d'épaisseur laser, etc.

- Jauge de densité surfacique Super X-Ray
Il est capable de mesurer des revêtements de plus de 1 600 mm de largeur, prend en charge la numérisation ultra-rapide et détecte des détails précis tels que les zones d'amincissement, les rayures et les bords en céramique. Il est également utile pour le revêtement en boucle fermée.
- Jauge de densité surfacique à rayons X/β
Il est utilisé dans le processus de revêtement des électrodes de batterie et le processus de revêtement en céramique du séparateur pour effectuer des tests en ligne de la densité surfacique de l'objet mesuré.
- Jauge d'épaisseur et de densité surfacique CDM
Il peut être appliqué au processus de revêtement : détection en ligne des caractéristiques détaillées des électrodes, telles que le revêtement manquant, le manque de matériau, les rayures, les contours d'épaisseur des zones d'amincissement, la détection d'épaisseur AT9, etc.
- Système de mesure de suivi synchrone multi-images
Il est utilisé pour le revêtement des cathodes et des anodes des batteries au lithium. Il utilise plusieurs cadres de balayage pour effectuer des mesures de suivi synchrones sur les électrodes. Le système de mesure de suivi synchrone à cinq cadres permet d'inspecter le film humide, la quantité nette de revêtement et l'électrode.
- Jauge d'épaisseur laser
Il est utilisé pour détecter l'électrode dans le processus de revêtement ou de calandrage des batteries au lithium.
- Jauge d'épaisseur et de dimension hors ligne
Il est utilisé pour détecter l'épaisseur et la dimension des électrodes dans le processus de revêtement ou de calandrage des batteries au lithium, ce qui améliore l'efficacité et la cohérence.
Date de publication : 31 août 2023




